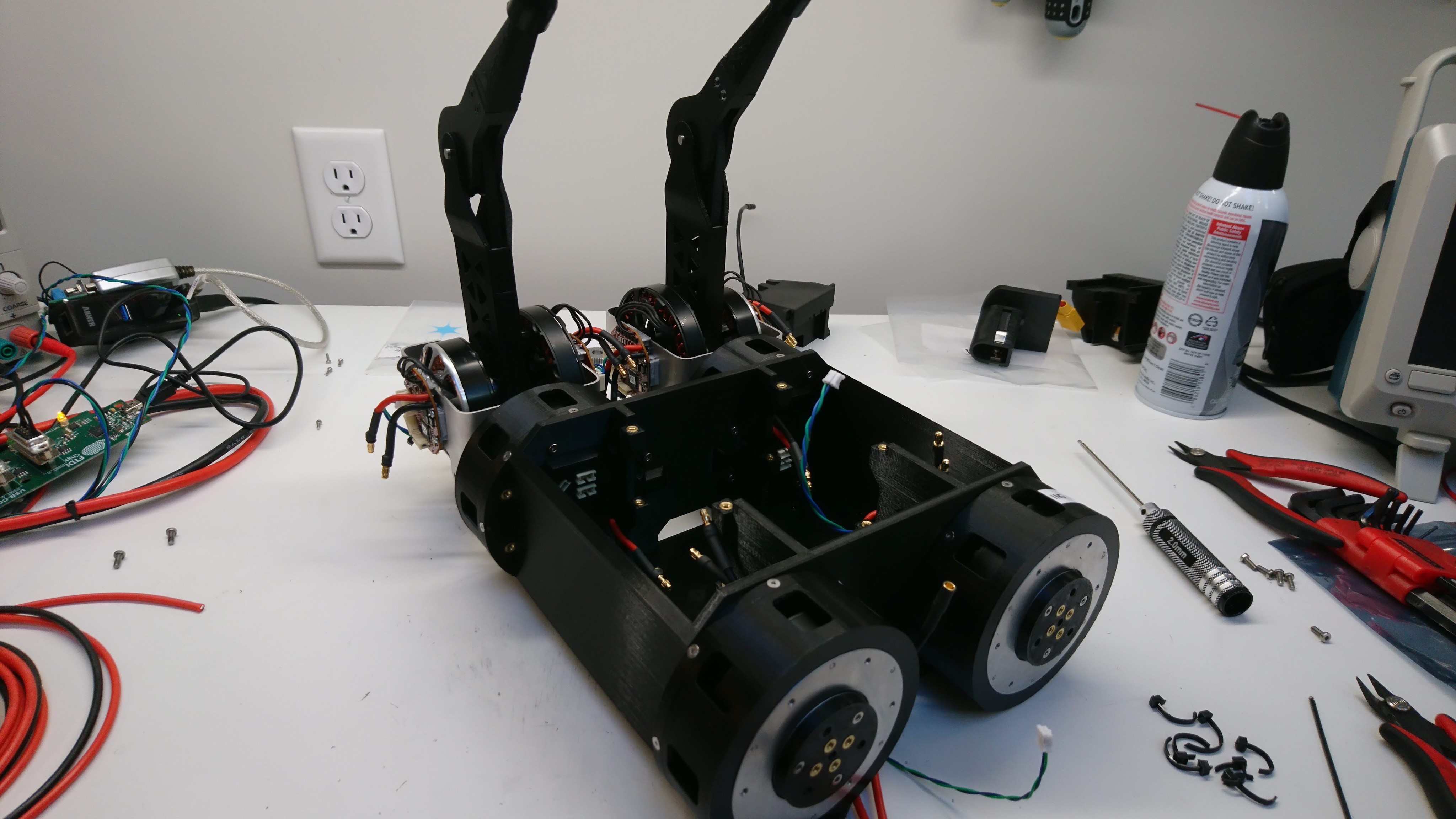
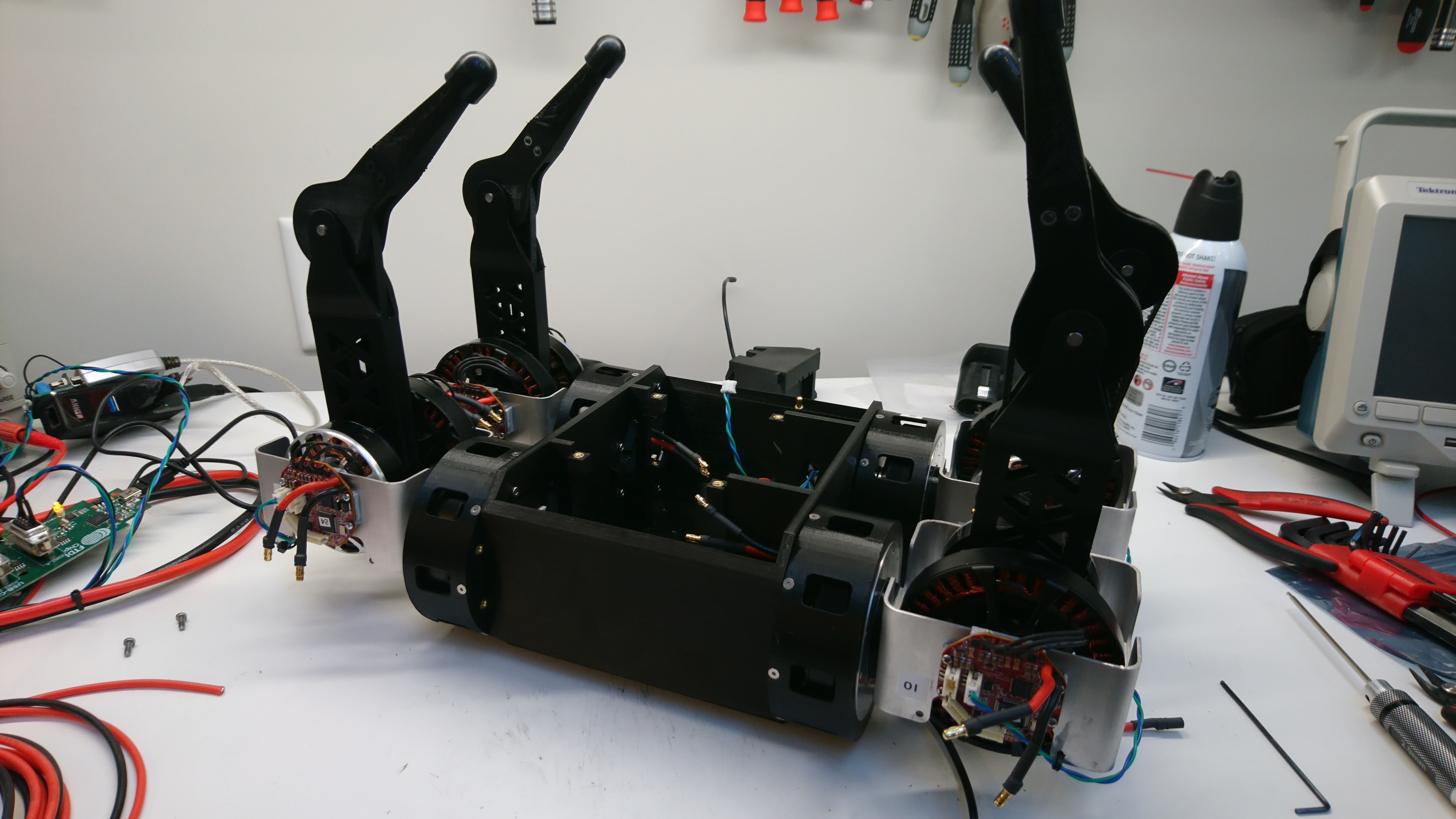
First assembled full rotation leg
As I described earlier, the first draft brushless quadruped leg design was insufficiently robust for the gearbox driven motors and I am updating it to a geometry that allows full rotation. I’ve made at least some progress on that front, so here is an intermediate report.
First, after doing some analysis, it appeared that the 3mm pitch 6mm wide belt was unlikely to be able to carry the full torque from the motors. So I’ve switched to a 5mm pitch 15mm wide belt, which while still unable to carry the full torque indefinitely is only a factor of 2 or 3 off instead of a factor of 20 off. Secondly, I added a bearing opposite the upper pulley so that it is supported from both sides. The recommended belt tension for this belt works out to something like 120lb, which is a fair amount of cantilevering, even over the 16mm wide pulley. The updated CAD looks like: