MLCC ceramic capacitor DC bias derating
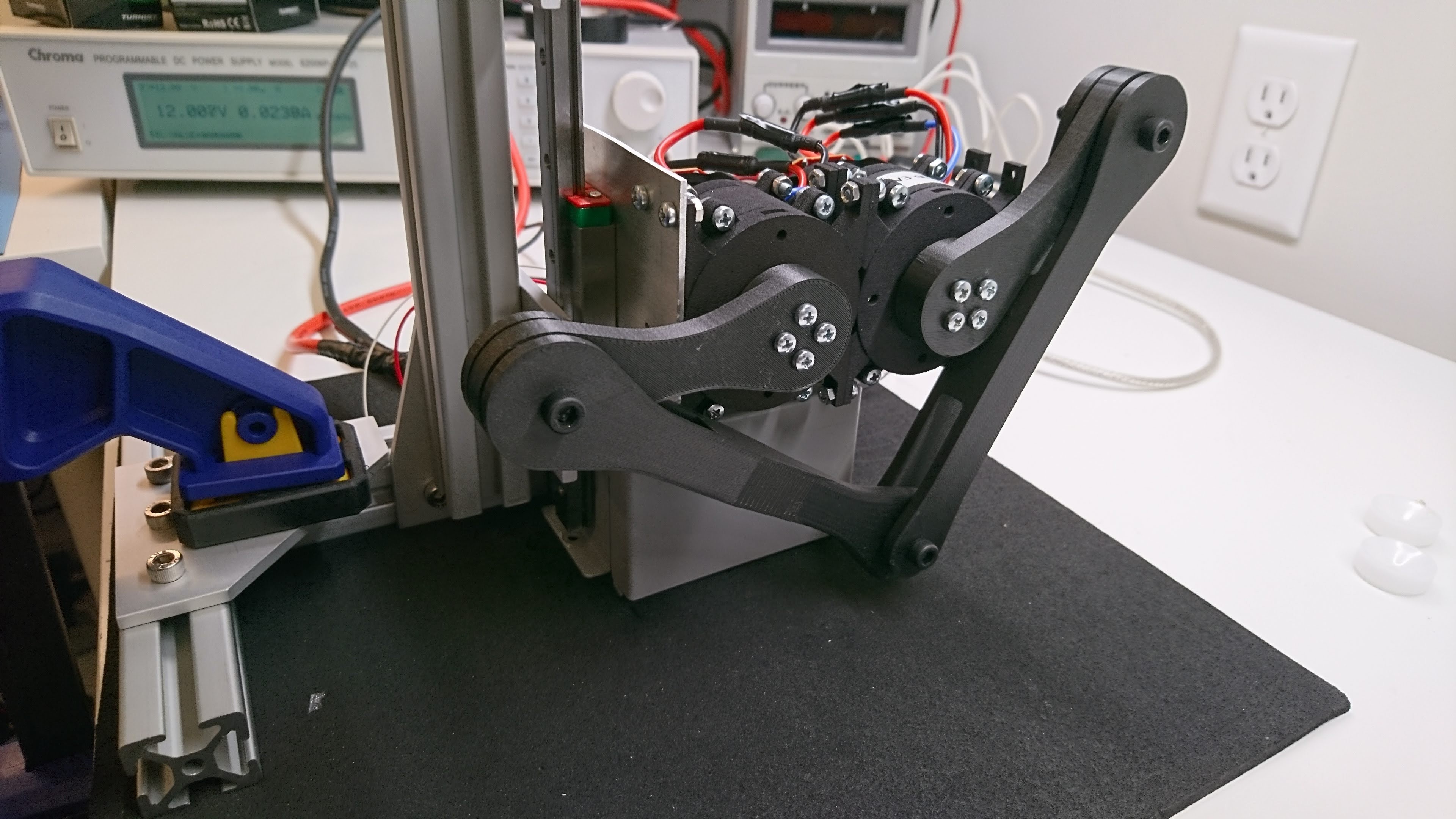
While testing SMMBs new actuator under load, I kept getting faults from overvoltage that I had not anticipated. The firmware only samples voltage once per control cycle, and while that plot did look very interesting, it probably wasn’t representative. I wired up the scope to be able to sample the voltage and FET control signals during operation and sure enough, the voltage ripple was way higher than I had predicted based on the original design. Even at only 30A phase current, the voltage ripple on the main power bus was 4.2V. Note that this was with a nominal operating voltage of only 13V! I had been trying to operate at 40A, for which it must have only been worse.